喷砂房组成部分
喷砂房一般有四大部分组成,自动回收系统,分离系统,储料系统,除尘系统。
最近几年新型自动回收式的喷砂房发展的很快,很多大公司和对环保及工人防护要求高的企业已开始采用新型自动回收式喷砂房.
喷砂房一般有四大部分组成,自动回收系统,分离系统,储料系统,除尘系统。
第一:自动回收系统,包含自动回收地板,分离系统,储料系统,有的要求高的还加上振动筛.
1.自动回收系统:如果一般面积在70平方以下的采用全地板回收系统,如果面积更大则有可以采用一部分地板式回收.面积越大,吸砂风机功率越大.
2.分离系统:也就是旋风分离器,砂材不同,风机功率不同所选分离器也不同.分离系统很重要,
3.储料系统:储料筒.
自动回收系统在喷砂房造价中比例很大.约点10分之三左右.
第二:喷砂房体,也就是一个房子,可以用户自已建,也可以由喷砂机厂家提供,喷砂机厂家提供的一般为50-60MM厚的彩板房,这种房体具有一定的隔音效果,成本低,组建快,方便实用.里面贴有耐磨橡胶板.可以有效防止将喷砂房体打坏.
喷砂房体在自动回收式喷砂造价中,所占比例不大.一般为10分之一左右.
第三:喷丸系统
就是喷丸机,一般采用气动式喷丸系统,也有采用电动式喷丸系统
另外还有电控制系统,照明系统,转动系统等
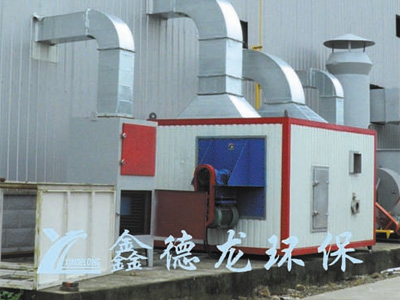
第四:除尘系统:
现在已很少有厂家采用布代式除尘系统,大部分开始采用滤筒除尘.这种除尘方法,效果更好,占地面积小.
此系统造价占:10分之二到三左右
如何提高抛丸机的使用年限?
一般而言,只要是机械设备,都是有使用年限的,抛丸机也不例外。而抛丸机的使用年限,是根据其主要核心设备:抛丸器来决定的,我们可以理解为――抛丸器的使用寿命决定了抛丸机的使用年限。因此,如何提高抛丸机的使用年限实际上就是如何提高抛丸器的寿命。
抛丸机机组使用寿命(主要是叶片寿命)的高低,一方面取决予抛丸机和其叶片的结构、材质;弹丸的质量及其形状;抛丸的速度、抛射角以及抛丸的回复情况,另一方面要看其合金的化学成分、熔铸工艺和出炉后的处理情况以及叶片本身热处理后的金相组织和机械性能。
一般可采用白口铸铁来制造抛丸叶片。因为白口铸铁工艺性好且价格相对便宜,当然还需加入一些合金元素,主要的合金元素为铬,其成分高达30%,在铸铁里除了加铬以外还得加入些Ni、Mo、W、V,其量为0.596~6%,随后作热处理,可获得马氏体与奥氏体组织。该组织中渗入了大量的能保证合金具有高硬度的碳化物,提高了零件在腐蚀性介质环境中的工作能力。
国内外对在老式和在自动化工况下工作的新式结构抛丸机作了各种应用试验后,制造了多种抛丸叶片,主要为固定装置式结构。近来,大部分叶片工作面的几何形状改用凹形酉或拱形面,结果表明:这种截面会使抛丸形成散射流,促使机械磨损加剧并使生产率降低8%~l4%。抛丸的分散是磨损增大的主要因素。当抛丸中含砂夹杂物达0.1%~1.5%时,叶片的磨损会增大15倍。
国内厂家的抛丸机上主要使用铸铁丸,而国外喜欢使用钢制丸,因为钢制丸的循环寿命(当然还取决于生产方法)比铸铁丸的高2~8倍,此外,根据一些统计,由于使用钢制丸,使得抛丸叶片的使用寿命达到800h~1000h。
利用钢制丸或淬火成屈氏体-马氏体组织的低合金钢的铸造丸来替代铸铁丸的试验证实了其经济效益,还可大大提高清理设备的工作效率。
抛丸机的主要用途有哪些?
抛丸清理机是利用钢铁丸送至高速旋转的圆盘上,利用离心力的作用,使高速抛出的钢丸撞击零件表面,达到光饰的目的,抛丸清理机能使零件表面产生压应力,而且没有含硅粉末,对环境污染小。
抛丸机主要用途如下:
①抛丸清理机使零件表面产生压应力,可提高它们的疲劳强度及抗拉应力腐蚀的能力;
②抛丸清理机可对扭曲的薄壁零件进行校正;
③抛丸清理机的工艺代替一般的冷、热成型工艺,对大型薄壁铝制零件进行成型加工,不仅可避免零件表面有残余拉应力,而且可获得对零件有利的压应力。应注意的是:抛丸清理机处理过的零件的使用温度不能太高,否则 压应力在高温下会自动消失,因而失去预期的效果。它们的使用温度由零件的材质决定,对于一般钢铁零件约为260―290℃,铝制零件只有170℃。
其中有大型工件及复杂工件必须得采用喷砂房或者采用自动喷砂机来完成,喷砂房蜂窝地板管道为我公司专利产品,受国家保护,使用寿命在10年左右,除尘采用集中滤筒式处理,达到国家环保要求,在噪音问题可以达到国家规定85分贝以下甚至更低,按照客户要求来决定!在喷砂处理中可以达到国家及国际标准SA级别,内壁喷砂,外部喷砂,抛丸都可达到理想效果!
自动喷砂机的砂料转换效率是怎么样的?
磨砂材料在喷砂机的应用当中,严格而言是必须同时考虑史托克转换效率、量子效率与砂散射转换效率等诸项重要效率因素。
史托克转换效率乃是因磨砂材料于砂转换的运作当中,通常是遵循一对一的砂子转换程序,而由高能量的短波长砂子转变成低能量的长波长砂子会产生能量损失,其所呈现的能量转换效率即是所谓的史托克转换效率。而应用磨砂粉制作之喷砂机,磨砂材料之激发与喷砂的波长差距不宜太大,否则会产生过多的史托克能量损失。
量子效率则为磨砂材料进行砂转换的实际效率指标,其定义为:
QE=(No.ofphotonsemitted)/(No.ofphotonsabsorbed)
亦即磨砂材料的量子效率为其进行砂转换所放出砂子数目与其所吸收砂子数目的比值。磨砂材料的量子效率通常可应用磨砂砂谱仪结合积分球来测量,然由于磨砂粉的来源、质量、激发波长及量测方式等因素的不同,各文献所报导之量子效率值常有明显差异。
在此必需特别说明的是磨砂材料的效率指标,亦可以使用能量转换效率(Energyefficiency;EE;ηEE)来表示,其定义为:
EE=(Outputoremittedpower)/(Inputoremittedpower)=QE×SE
此为磨砂材料进行砂转换所释放出砂能(或功率)与其所吸收砂能(或功率)的比值。砂散射转换效率乃是磨砂粉应用于喷砂机当中,由于与封装材料之折射系数的不同,而产生砂散射损失后所呈现的能量转换效率,另因在砂转换的过程中,扣除砂散射损失能量,才是磨砂粉的吸收能量,故砂散射转换效率亦有以吸收效率表示之。砂散射损失与相对折射率、粉体粒径与砂的波长等项因素相关,而磨砂粉在喷砂机的应用当中,其损失有可能高达10~20%的总能量比例。
抛丸、喷砂机及喷丸之间的区别
抛丸、喷砂机是普遍使用的。但是无论是抛丸还是喷砂机,都是使用压缩空气的形式。当然并不是抛丸就非用高速旋转的叶轮不可。在修、造船业一般来说,抛丸(小钢丸)多用在钢板预处理(涂装前除锈);喷砂机(修、造船业用的是矿砂)多用在成型的船舶或者分段,作用是把钢板上的旧油漆和锈除掉,重新涂装。在修、造船业,抛丸、喷砂机的主要作用是增加钢板涂装油漆的附着力。
喷丸是以金属弹丸,利用压缩空气或机械离心力为动力和摩擦力来除去金属锈蚀的方法。弹丸直径在0.2-2.5mm之间,压缩空气压力为0.2-0.6Mpa,喷流与表面角度为30度-90度左右。喷嘴系用T7或T8工具钢制成并淬火至硬度50-55HRC,每个喷嘴使用期限为15-20天。喷丸是用来清除厚度不小于2mm的或不要求保持准确尺寸及轮廓的中型、大型金属制品以及铸锻件上的氧化皮、铁锈、型砂及旧漆膜。是表面涂(镀)覆前的一种清理方法。广泛用于大型造船厂、重型机械厂、汽车厂等。用喷丸进行表面处理,打击力大,清理效果明显。但喷丸对薄板工件的处理,容易使工件变形,且钢丸打击到工件表面(无论抛丸或喷丸)使金属基材产生变形,由于Fe3O4和Fe2O3没有塑性,破碎后剥离,而油膜与基材一同变形,所以对带有油污的工件,喷丸无法彻底清除油污。
喷砂 抛丸防腐喷砂加工注意的问题有哪些?
概况:随着我国经济的持续发展,国家大力发展能源行业,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,钢管表面处理是决定管线防腐使用寿命的关键因素之一,它是防腐层与钢管能否牢固结合的前提。经研究机构验证,防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外,钢管的表面处理对防腐层寿命的影响约占50%,因此,应严格按照防腐层规范对钢管表面的要求,不断探索和总结,不断改进钢管表面处理方法。
根据我公司人员到贵公司现场查看得出以下方案及报价:
1、产品:输送气源管道类产品结构(结构比较复杂)
2、目的及需求:使用喷砂机加工防腐达到5-8年防腐效果。
3、周围设施环境:使用单位负责协调周围环境及电、路等问题。
除锈施工方法及工艺要求:
1、钢结构、管道、设备采用喷砂机除锈 彻底去除锈污、氧化皮、油漆附着物、腐蚀物、旧漆膜
2、达到国家喷砂标准sa2.5表面粗糙度达到30-70um工程将执行引用标准:GB 8923 涂装前钢材表面锈蚀和除锈等级
GB1031 表面粗糙度参数及其数值
涂刷漆方法及工艺:
1、底漆刷涂:对部位经过处理后,在2小时内可以刷涂第一道底漆,选用环氧富锌底漆,自检合格后,彻底漆干燥以后,可在刷涂第二道底漆。底漆在施工前,必须是经专业调料员调好的油漆,经质检员和施工人员认可后的材料方能运到施工现场进行现场施工。刷涂底漆前,必须先用棉纱沾稀释剂把表面的尘土擦干净,待稀释剂全部挥发完后方可刷涂。使油漆表面光滑平整,不再现漏刷、漏涂、流淌现象。彻底漆一般干燥后在刷涂第二道漆,底漆的好坏关系着整个工程的质量。
2、面漆刷涂:面漆是工程的最后工序它的好坏关系着整个工程的外观,所有涂料必须经过调料人员,质检员、施工负责人认可后方可施工,油漆采用聚氨酯类面漆进行涂刷2道。底漆与面漆之间施工必须间隔12小时以上。
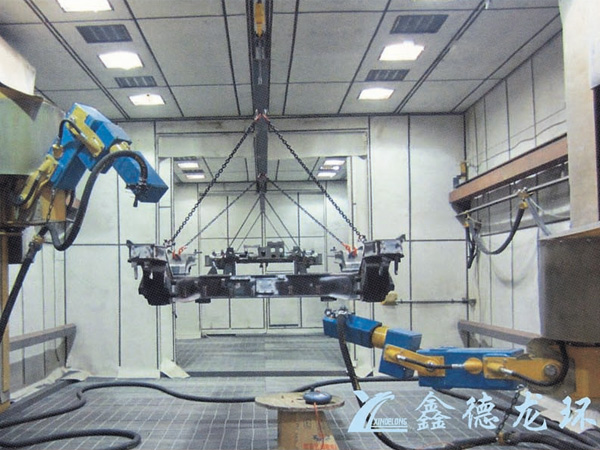
自动喷砂机的核心在哪里?
自动往复喷砂升降机技术特点及详细解析
喷砂机专用升降机是由变速马达,高速导轨,自动变频器,定位器等系统组成的可以上上下下往复的自动砂机械。自动喷枪装在端部的固定支架上(可安装2-6把喷枪)进行工作时,按照预先编制好的程序往复喷涂。
(1)选用全中文数显变频控制系统,操作方便,易懂易学。(2) 无磨损三相马达驱动,维修简单。
(3)行程和数度可根据工件需求随时更改。
(4)整机喷塑,并带有坦克履带收放管线。
(5)适合喷粉喷漆等高要求喷涂。
(6)健全的控制程序,保证准确定位。
(7)适合各种复杂的环境和高工艺参数的工件喷涂
(8)完全替代了人工喷砂喷涂作业,可承受持续不间断的工作需求。
(9)喷涂厚度均匀,大大提高产品质量,同时大大节约了涂料。(10)效率高,采用人机界面输入,操作简单。
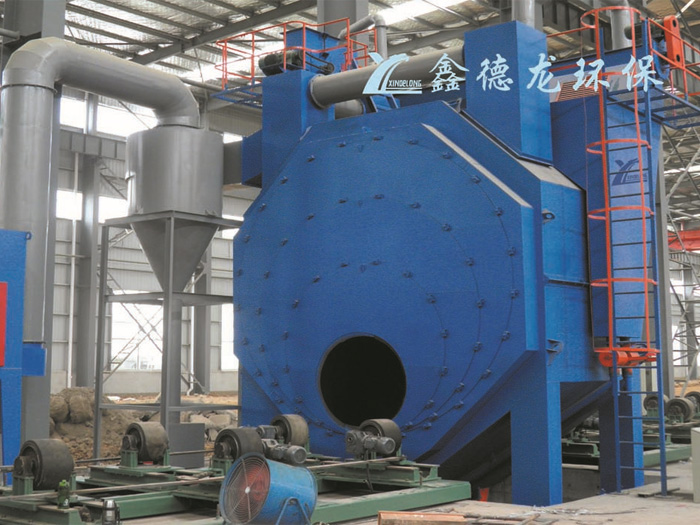
机械回收式喷砂房使用特点有哪些?
喷砂房主要是针对于客户大型工件的喷砂,很多客户都是生产机械设备,大型焊接件,压力容器、阀门等产品的,产品吨位重,尺寸大,因为环保要求又不能在户外直接喷砂,所以就要用到专业的喷砂房。
机械式回收喷砂房是喷砂房中成本造价相对低廉的一种喷砂房,一般适用于客户投资成本少,简便操作配置的。
机械式喷砂房的组成有喷砂主机、喷砂室体、绞龙回收系统、砂料提升系统、储料仓、除尘箱、控制系统等,他与气力回收喷砂房的最大区别就是砂料回收不一样。
机械回收式喷砂房需要客户现场挖2.5-4米的地炕,地炕里安装横向和纵向的绞龙,用来回收砂料,通过绞龙将砂料全部收集到提升机处,再由提升机将砂料提升至料仓,然后通过喷砂机控制系统,在将砂料落入喷砂机里重复使用。机械回收式喷砂房也配置了除尘系统,它是通过吸风管道将喷砂过程中产生的灰尘吸入除尘箱内,在通过滤芯过滤,最后排放在大气中。
机械式喷砂房采用的是高压开放式的喷砂机,喷砂机采用上封头模式,顶部和储料仓连接,设备控制也是采用电控系统配置,工人可以通过遥控器的方式启动喷砂。
机械式喷砂房总体来说造价成本不高,适用于对喷砂要求不高的,节约成本的客户群。
气力回收喷砂房使用特点有哪些?
喷砂房主要分为气力回收式喷砂房、机械回收式喷砂房、刮板回收式喷砂房、局部回收式喷砂房、人工回收式喷砂房、其中常用的就是气力回收式喷砂房。今天我们就来浅谈下气力回收式喷砂房的构成及其特点。
气力回收式喷砂房主要的组成为喷砂主机、喷砂室体、蜂窝回收系统,旋风分离系统、除尘系统、储料仓、工作台车、照明系统、电控系统等。
喷砂主机我们主要选用的是高压双枪1立方容积的开放式喷砂机,配置了遥控系统、可以随时控制喷砂的启东与停止。喷砂房的尺寸是根据客户的工件尺寸定做的,喷砂房可大可小。喷砂房室体我们一般采用彩钢板结构,结合方管做框架,在室体内贴橡胶板做防护,整体结构美观实用,安装方便。整体外形美观,保温隔热。值得一提的是蜂窝格栅砂料回收系统,这块系统只需要挖0.5-1.2米的地基,工人喷砂后的砂料都通过格栅网板进入蜂窝斗及回收管道,有效的过滤了工件杂质及异物,清理方便,节约维修成本。随后砂料被分机回收进入旋风分离系统,在旋风分离系统处进行沙尘分离,砂料会进入储料仓,重复利用,灰尘就被除尘器里的滤芯吸附,除尘器配备脉冲除尘装置,通过脉冲反吹,定期清理滤筒上的灰尘。应为喷砂房里灰尘较多,所以我们采用的是深度防爆照明灯,有效的保证了喷砂房的照明效果及作业安全。另外气力回收式配置的电控系统均采用国内知名品牌,电器控制柜程序衔接流畅、安全系数高、各方面控制到位,为喷砂房提供了简便有效的控制方式。气力回收式喷砂房维护方便,故障率低,达到国家环保标准,杜绝污染,为企业提供了高效实用的表面清理的解决方案。
浸涂方法涂装操作注意事项与设备维护
根据涂料涂装特性与对漆膜最度要求,事先确定浸涂槽内涂料的合适黏度,在浸漆过程中定期检测并及时调整浸涂槽内涂料黏度,黏度过低补充原漆,黏度过高可适当被充稀释剂。
浸涂时适当搅拌防止浸涂槽内产生沉淀。添加新漆搅拌均匀后,需静置一定时间,待气泡消除后方可进行浸漆作业。
温度对涂料黏度妨碍很大,应根据作业环境温度的变化,采取适当的加热或降温措施,将浸涂槽内涂料温度控制在所要求的范围之内。
避免被涂物入槽与出槽的速度过快,使浸涂槽内涂料激烈运动产生气泡,妨碍漆膜质量。不进行浸漆时,浸涂槽应加盖,以免灰尘或其它污物混入槽内污染涂料。
开始浸漆作业前5min启动透风设备,作业停止后也应使其多运转几分钟。
涂膜应平整光滑,不得有流淌、超皱、橘皮、气泡和严重颗粒状,否则应进行打磨,或往掉漆膜重新上漆。往掉漆膜的****方法是吹砂,也可用其它方法。
浸涂涂装设备的维护,经常检查搅拌、加热、冷却装置,及时排除所发现的故障,确保这些装置运转正常。
要经常检查余漆用的静电发生器,确保其电压稳定,以防发生火花放电。防火装置在任何时侯都应处于良好状态,以防万一及时消灭事故。不要让被涂物碰撞槽壁,并防止被涂物掉落浸涂槽内,以免损坏浸涂槽及其附属设施。被涂物掉落浸涂槽内应及时捞出。